












METRIC COMPRESSION
SIZES: 16MM TO 160MM
PLASSON metric compression fittings are engineered to join PE pipelines quick smart and we have options for connections to copper, PVC, galv and steel pipe. PLASSON's compression range includes 20mm, 25mm and 32mm couplers and all popular plumbing joint solutions like tees, elbows, whys, adaptors, plugs, bushings and nipples.
WATCH INSTALL DEMO

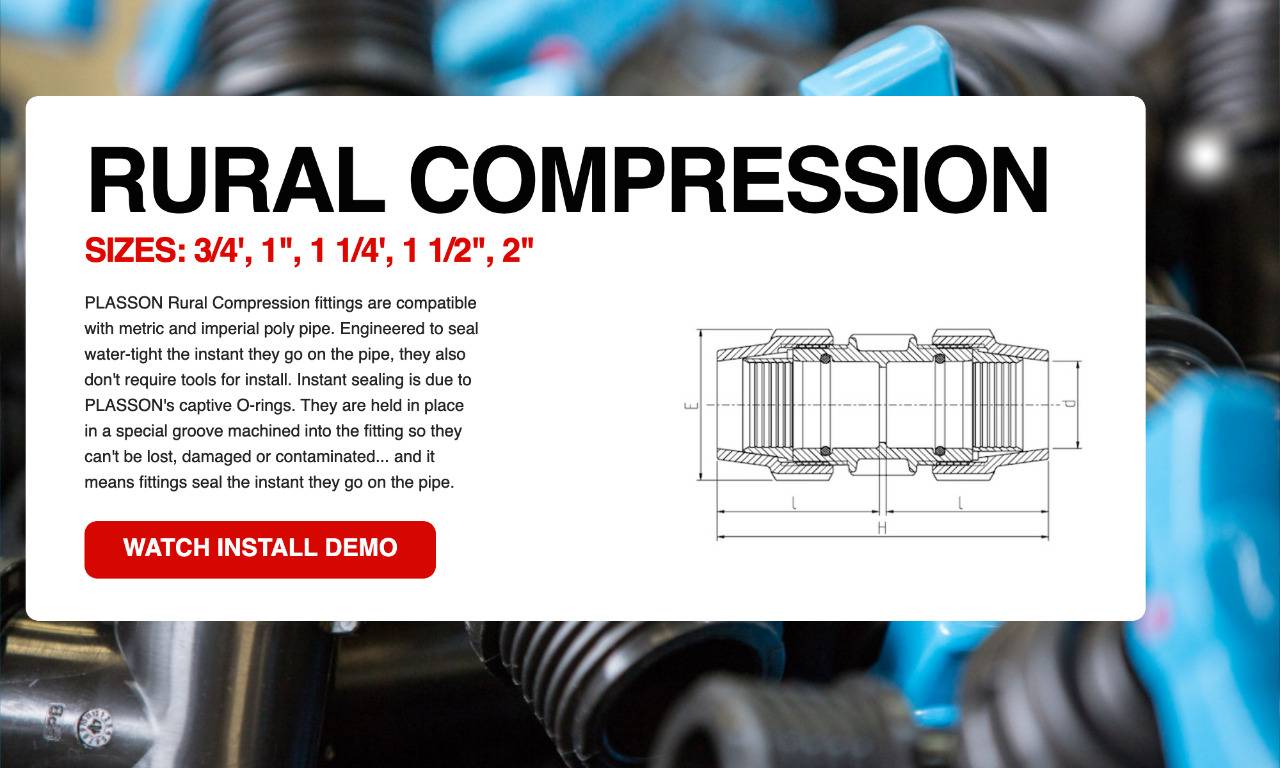

RURAL COMPRESSION
SIZES: 3/4', 1", 1 1/4', 1 1/2", 2"
PLASSON Rural Compression fittings are compatible with metric and imperial poly pipe. Engineered to seal watertight the instant they go on the pipe, they don't require tools for install. The instant seal is due to PLASSON's captive O-rings which are held in a special groove machined into the fitting so they can't be fall out, get damaged or contaminated... and they ensure fittings seal the instant they go on the pipe.
WATCH INSTALL DEMO


ELECTROFUSION FITTINGS
SIZES 16MM UP TO 1000MM
PLASSON's SmartFuse EF fittings have built-in resistors that send the correct weld parameters directly to the SmartFuse EF weld control box. This data is automatically detected as soon as the fitting is connected. No manual entry and no scanning means it is faster to set up each and every weld and potential costly input errors are eliminated.
WATCH INSTALL DEMO


EF TOOLING
SPECIALIST EQUIPMENT
Offering reliable control boxes, innovative fittings and precision tooling, PLASSON’s SmartFuse electrofusion system helps get the job done quick smart. The SmartFuse App also makes the job easier by automatically loading weld settings, monitoring all aspects of the weld cycle and running checks to ensure the weld was fully executed.
WATCH DEMO
PLASSADDLE – THE INNOVATIVE BOLT-FREE MECHANICAL TAPPING SADDLE FROM PLASSON
Mechanical saddles are used to tap into poly pipelines for irrigation, domestic plumbing and commercial applications. The Plassaddle is a real game-changer because there are no fiddly bolts to do up so it is fast to install and a unique hinged design means it can be positioned anywhere along the pipe. There are also no additional tools or cutting equipment required for installation. Check out this short install demonstration to see the benefits in action…

OUR GLOBAL FAMILY OF OVER 2,000 PEOPLE INNOVATE EVERY DAY TO DELIVER WORLD-CLASS PRODUCTS, SERVICE AND SUPPORT.
PLASSON COMES FROM THE HEBREW WORDS FOR PLASTIC AND STRENGTH. PLASSON revolutionized the way polyethylene pipes were connected in the 1960’s starting with agricultural irrigation fittings and then solutions for urban water distribution.
When the job calls for flexible fittings that can withstand a range of conditions, climates, pressures and aggressive fluids, best connect with PLASSON.
EXPERIENCE SMART INNOVATION WITH PLASSON’S ELECTROFUSION RANGE
- Reliable Seals: Instant water-tight seals with innovative O-ring system.
- Error-Free Welding: SmartFuse fittings eliminate manual input errors.
- Advanced Grooves: Machined grooves ensure optimal O-ring positioning.
- Automatic Records: SmartFuse App reduces paperwork with auto-recording.
- Efficient Installation: Guided installation with accurate weld parameters
