No-one wants to re-do welds so the best way to save time, money and hassles is to ensure each and every weld is done according to best practice. The key to good electrofusion welding is contained in the POP001 guidelines for electrofusion installation.
POP001 was put together by PIPA, the Plastics Industry Pipe Association of Australia to detail the best practice processes and parameters for electrofusion welding. Following these steps will help ensure quality, long-lasting and reliable pipe connections, helping you be a better installer and achieve more reliable, leak-free EF welds.
This quick install video shows how the steps outlined in POP001 apply in the field.
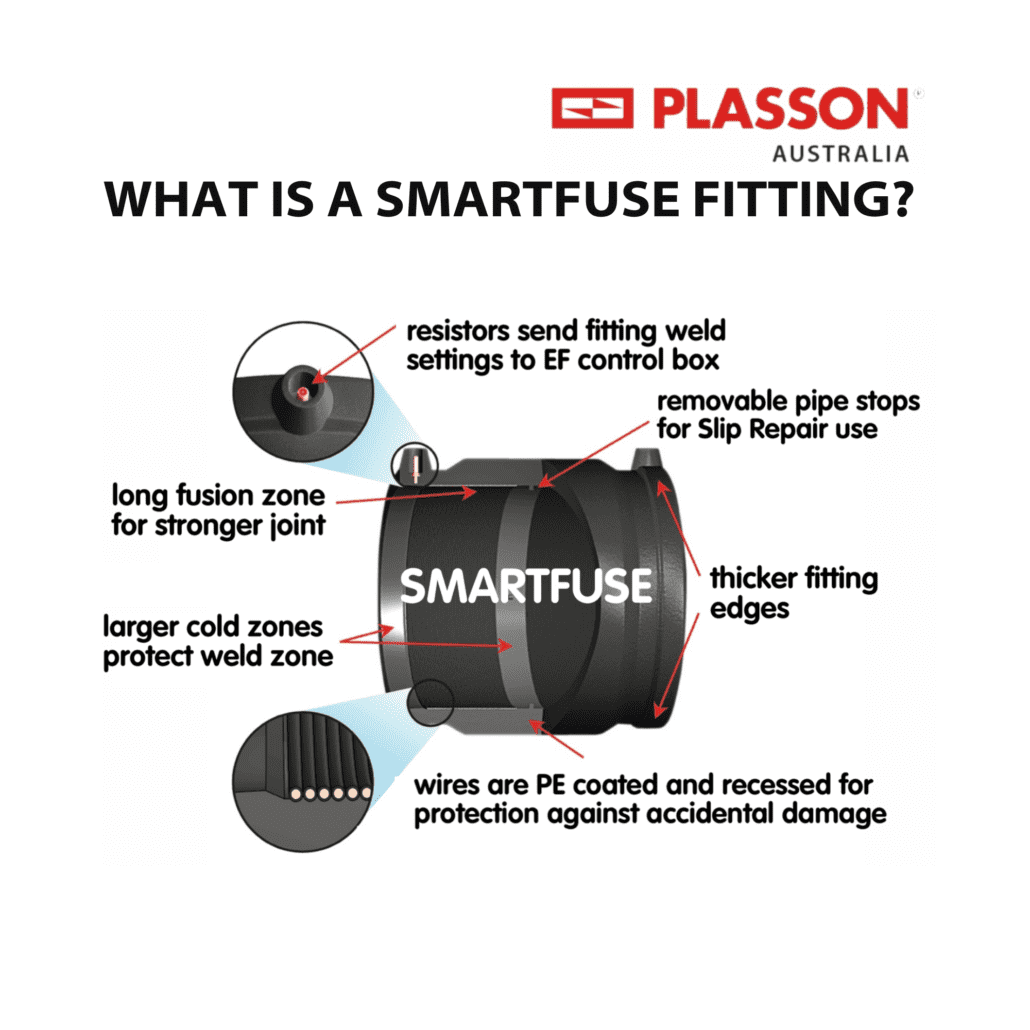
PLASSON has developed the SmartFuse system to help make electrofusion welding simplier. All SmartFuse fittings have built-in resistors that automatically load the correct weld parameters for the fitting into PLASSON SmartFuse electrofusion weld machines.
Welding is made even easier thanks to the SmartFuse app. It not only guides and prompts installers to complete all of the best practice steps in POP001, the SmartFuse app records this information and the weld record either on USB or in the cloud.
It is important to know and understand all the steps outlined in POP 001 as omitting steps or failing to complete processes adequately can undermine weld quality and lead to failed pipelines.
The processes outlined in POP001 are known as best-practice. It is crucial to always follow best-practice as failure to do so can open operators up to claims of negligence and compromise insurance cover.
https://plasson.com.au/wp-content/uploads/polymatic-electrofusion-control-box-PLASSON-Australia1.png617635[email protected]https://plasson.com.au/wp-content/uploads/Plasson_Australia-PNG.png[email protected]2022-01-04 07:47:512023-06-24 10:37:34EF TIPS TO SAVE TIME, MONEY AND HASSLES ON ANY JOB
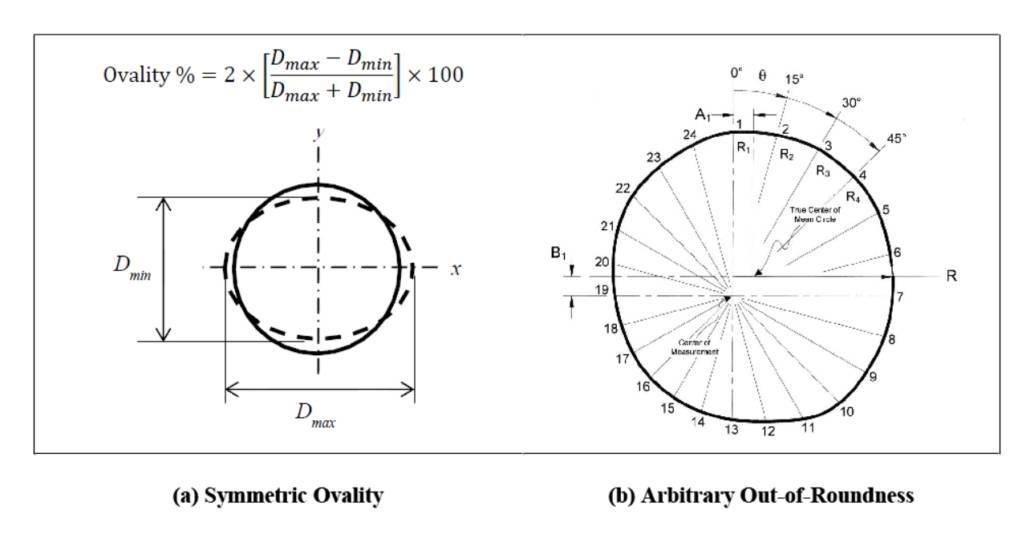
The non-brittle and flexible characteristics of polyethylene make it ideal for many pressure and non-pressure applications. Those useful characteristics also mean PE pipe can alter shape. Ovality generally known as ‘out of roundness’ is one of the most common issues found in PE pipe. One of the best tips to ensure a quality electrofusion weld is to ensure that polyethylene pipe is not out-of-round before attempting the electrofusion process.
To determine if out-of-round conditions exists measure the pipe diameter in numerous directions across the pipe end with a tape measure. If the measurements exceed the maximum tolerance, a re-rounding clamp or device must be used to bring the pipe back to a round condition.
HOW DOES POLYETHYLENE PIPE BECOME OUT-OF-ROUND?
MANUFACTURING Installers need to confirm that polyethylene pipe matches all dimensional requirements for the job and the fitting being installed and that the pipe does not exceed the allowed ovality. If ovality is greater than allowed you must take steps to re-round the pipe.
STORAGE Polyethylene pipe that is warehoused for a period of time or stacked on top of each other can experience ovality issues (more pronounced with large diameter pipe).
TIME Large Diameter Polyethylene pipe will tend to relax a little during storage due to a combination of its weight and its natural flexibility.
INSTALLATION Mechanical forces experienced during some trenchless installation techniques such as Pipe Bursting or Directional Drilling can temporarily leave the polyethylene pipe elongated and out-of-round.
PREVIOUS INSTALLATION Polyethylene pipe that has been underground for awhile is subjected to earth loads. These earth loads can cause the pipe to sag and/or become out-of-round.
WHY IT IS KEY TO ADDRESS PIPE OVALITY FOR ELECTROFUSION
One of the most critical functions of the electrofusion process is to seal the gap between the pipe and the fitting and to build up interfacial pressures for the fusion process to take place. If this gap is not sealed and interfacial pressures cannot build up, there is no way for the electrofusion joint to effectively achieve the high quality fusion it was designed for.
If a pipe is out-of-round the initial concern is that the surface area of the pipe may not adequately come in contact with the fusion zone of the electrofusion fitting. This could result in the electrofusion fittings cold zones, which are designed to contain the material generated in the melt pool, allowing the molten material to escape out of the fusion area without producing any melt penetration. This is a key concern when installing tapping and branch saddles since they do not fully encircle the pipe like an electrofusion coupling.
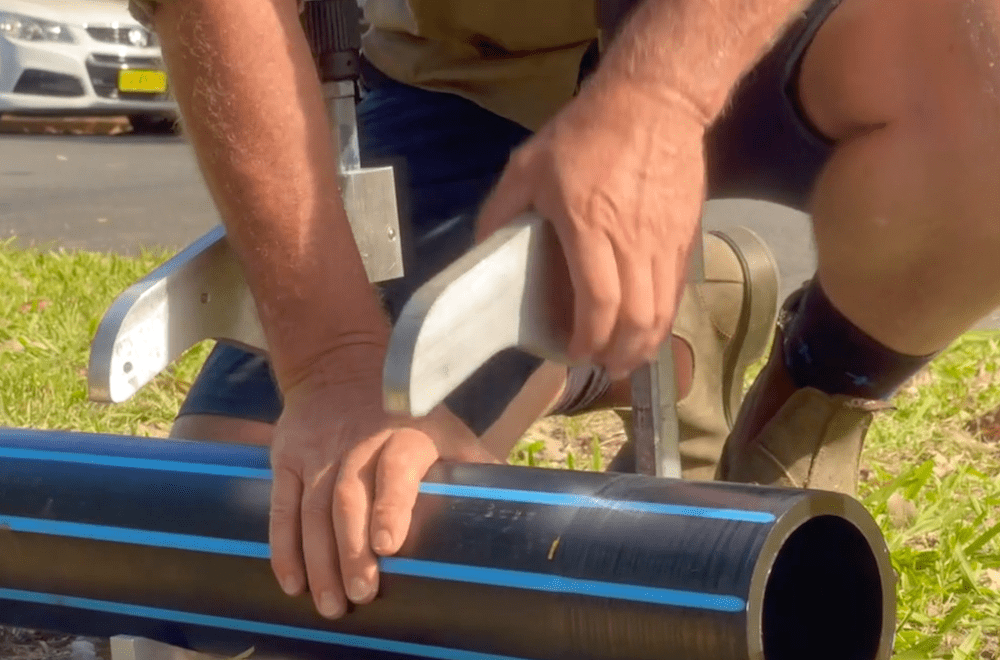
HOW TO CORRECT OUT-OF-ROUND PIPE
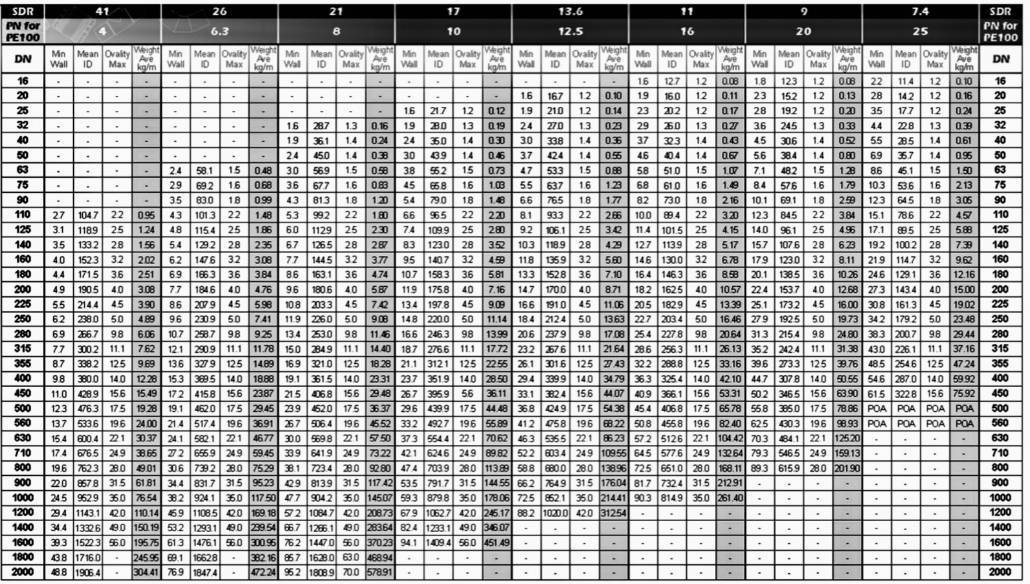
First, determine if out-of-round conditions exists. This can be done visually for extreme cases or by measuring the pipe diameter in numerous directions across the pipe end with a tape measure. If the measurements exceed the maximum tolerance, a re-rounding clamp or device must be used to bring the pipe back to a round condition.
The following table shows the approved dimensions for PE100 pipe:
The PLASSON range includes high quality tools to prepare pipe correctly for electrofusion, inlcuding re-rounding clamps.
How PLASSON compression fittings work is a bit of a yarn that starts way back in 1896. Unless you are a trivia junkie, it will probably come as news that one of the most critical precision mechanical components ever developed was patented on May 12, 1896. That was when a Swedish patent for the O-ring was awarded to J.O. Lundberg. Niels A. Christensen was granted a US patent for his O-ring design in 1937.
Like all good ideas, it came to the attention of some pretty big players. The O-ring quickly became the standard seal for hydraulics in the military. The top brass set out the standard sizes and basic design guidelines that remain in use today.
The humble O-ring delivers a reliable seal through compression and that is why PE pipe joiners that seal via O-rings are described as compression fittings.
PLASSON seals due to a simple solution
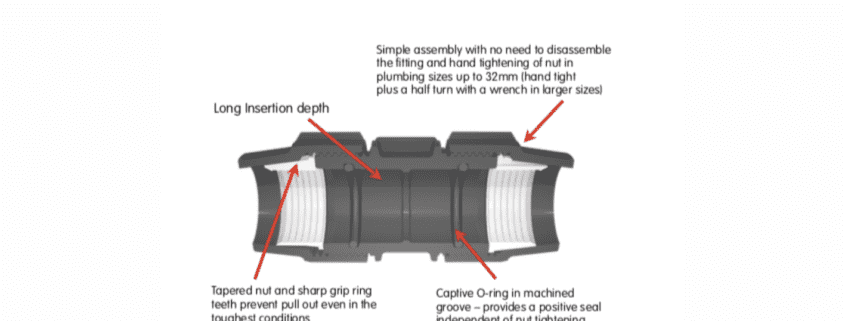
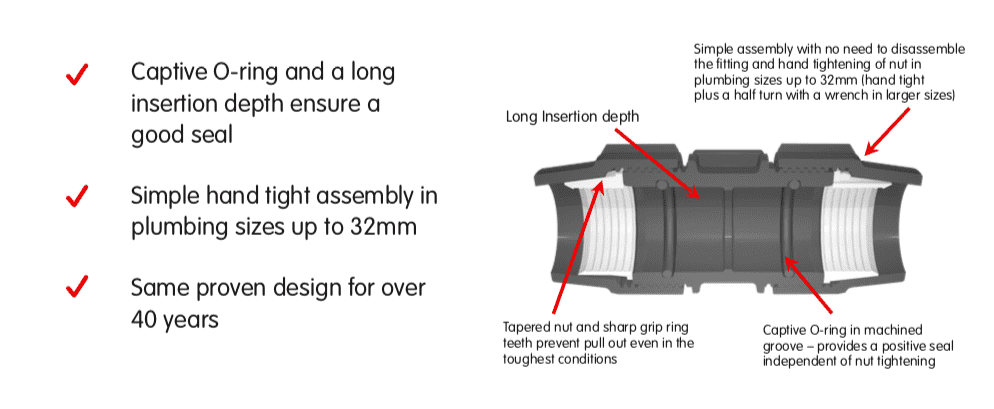
PLASSON took the original O-ring from 1896 and did something simple but clever with it. By placing the O-ring into a special groove machined into the inside of each fitting, the PLASSON O-ring is always in the optimum position for sealing.
This innovative design means the fitting seals water-tight as soon as the pipe passes through the O-ring. With PLASSON compression fittings, you only tighten the nut to prevent the pipe and fitting from moving apart, or blowing out, under pressure. The design also means the O-Ring can’t fall out and be damaged, contaminated or lost during installation.
The O-ring is a donut-shaped ring (technically, a toroid) with a circular cross section made from different elastomers.
PLASSON compression fittings can have Nitrile NBR O-rings or EPDM O-rings, which has a better chemical resistance than NBR, or Vitron seals, which offer better chemical resistance than EPDM.
The name Viton is a trademark and refers to fluorocarbon O-rings, or FKM/FPM for short. This material has an excellent tolerance for high temperatures, resistance to oils, fuels and hydraulic fluids as well as aromatics and solvents.
O-rings seal by mechanical deformation (caused by compression) which creates a barrier to a fluid’s potential leak path between two closely mated surfaces.
Applying fluid pressure pushes the O-ring against the groove wall on the low-pressure side, increasing the sealing force. At higher pressures, the O-ring deforms to a “D” shape, increasing the contact area further.
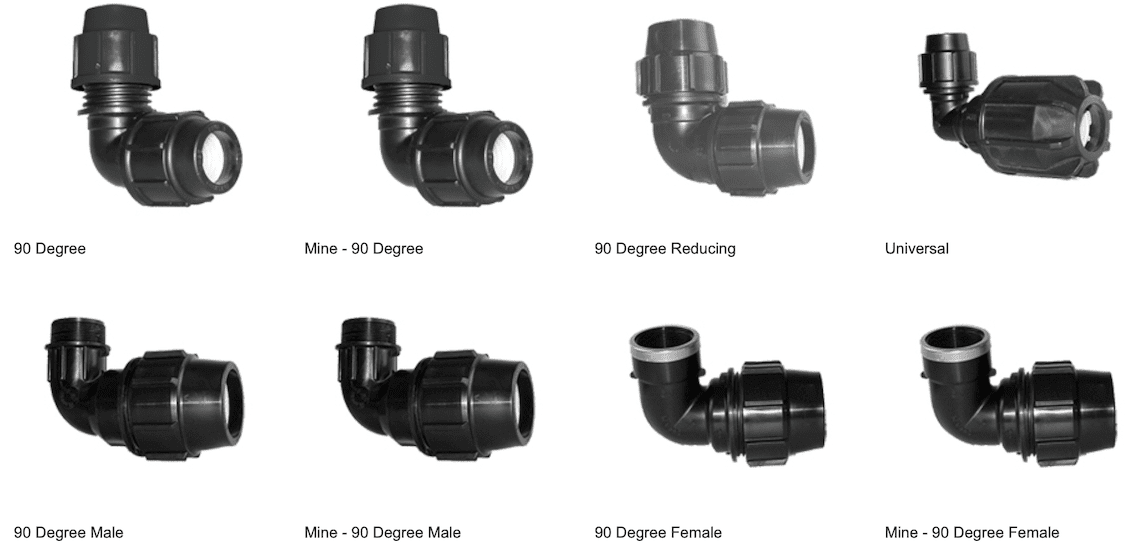
The range of PLASSON compression fittings includes small 16mm and popular residential plumbing fittings at 20mm, 25mm and 32mm right up to large 63mm couplers for civil water and waste water pipelines.
https://plasson.com.au/wp-content/uploads/Plasson-compression-o-ring-design-for-leak-free-poly-pipe-joiners.png14171417[email protected]https://plasson.com.au/wp-content/uploads/Plasson_Australia-PNG.png[email protected]2021-10-24 17:29:002022-01-23 12:17:45ENGINEERING AN “O” SO RELIABLE FITTING
This industry is pumped full of letters and numbers – like SDR11, HDPE, PE100 and PN16. There is handy information in those codes that explains exactly what amazing PE can do. And, when it comes to the different grades of PE, or polyethylene, the magic of what each one delivers is definitely in the detail.
You will find LDPE widely used in plastic packaging or plastic wrap. HDPE is often found in construction and plumbing. And UHMW PE, which is many times stronger than steel, is a high-performance plastic used in bulletproof vests!
The process that makes PE a success was developed in the 1950s by two scientists, Karl Ziegler of Germany and Giulio Natta of Italy. Polyethylene is now one of the most widely produced thermoplastics in the world. It’s light and strong – it’s cheap to transport, easy to handle and safe to store making it a smarter choice than most other materials – especially when it comes to PE pipe.
Drilling down
Polyethylene, like other plastics, starts with the distillation of hydrocarbon fuels into lighter groups called “fractions”. Some can be combined with other catalysts to produce plastics (typically via polymerization or polycondensation).
Low-Density Polyethylene (LDPE) is a very flexible material with unique flow properties that makes it particularly suitable for shopping bags and other plastic film applications. LDPE has high ductility but low tensile strength, which is why it stretches when strained.
Ultrahigh Molecular Weight Polyethylene (UHMW) is an extremely dense version of polyethylene. It is spun into threads with tensile strengths many times greater than steel and used in bulletproof vests and high-performance equipment.
High-Density Polyethylene (HDPE) is a robust, moderately stiff plastic with a highly crystalline structure. It is used to make all types of strong and tough containers. The HDPE used to produce corrosion-free, long-life pipelines for water, waste water and gas is called PE100. PLASSON’s range of poly pipe joiners are designed to easily and securely join PE100 pipelines.
PE is classified as a “thermoplastic” (as opposed to “thermoset”), based on the way the plastic responds to heat.
Thermoplastic vs thermoset
One of the benefits of thermoplastics is they can be heated to their melting point, cooled, and reheated again without degradation. By contrast, thermoset plastics can only be heated once. The first heating causes thermoset materials to set (a bit like a 2-part epoxy), resulting in a chemical change that cannot be reversed. These properties are what makes PE ideal for gas pipelines joined by electrofusion fittings like the PLASSON SmartFuse range.
PE is rugged, flexible, and durable. Both the pipe and PE pipe fittings have outstanding chemical and environmental stress crack resistance. PE pipelines have been successfully used in a wide variety of applications for over 50 years. Add to that strength and corrosion-resistance, and you get a life-span far in advance of other pipe materials.
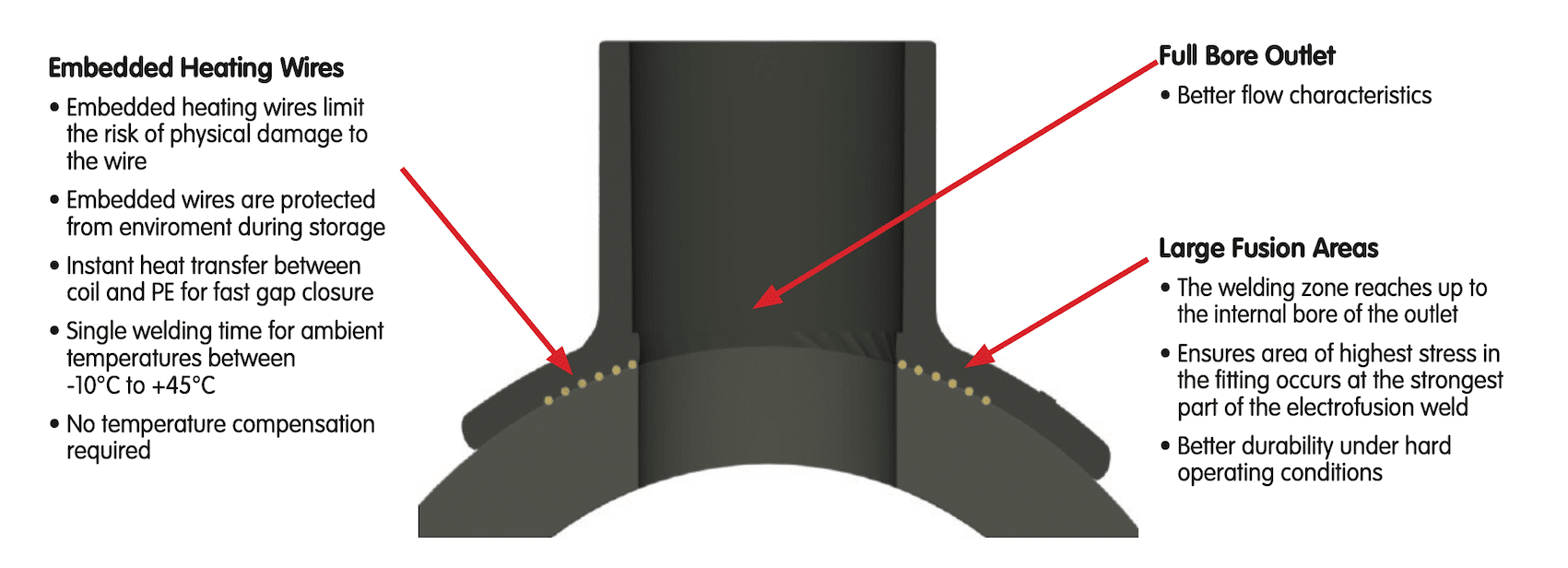
https://plasson.com.au/wp-content/uploads/PLASSON-EF-branch-saddle-benefits.png10451701[email protected]https://plasson.com.au/wp-content/uploads/Plasson_Australia-PNG.png[email protected]2021-10-04 09:06:002022-01-23 12:10:34THE BENEFITS OF PE PIPELINES
Here’s a quick look at pipe colours and codes for those new to the game or keen to brush up:
Polyethylene pipes, or PE pipes, have been produced in Australia since the mid 1950’s. The industry started small with diameters like 20mm, 32mm and 63mm for industrial and agricultural applications but PE pipe and fittings are now available in diameters up to 2000mm.
PE pipe has grown rapidly in popularity and polyethylene pipe connected by compression or electrofusion fittings is now largely made from PE100. This is the third generation of PE and it delivers high performance, long-life PE pipes that will provide reliable service for 100 years or more.
PE100 pipe is used to convey all types of liquids and gases for above and below ground applications including:
Urban water and gas supply
Mine dewatering
Irrigation supply
Slurry pipelines
Vacuum, pressure and gravity sewer systems
Submarine pipelines and ocean outfalls
Trenchless pipeline installation and rehabilitation
Industrial process pipe work
Compressed air services
Electrical and telecommunication cable conduits
Upstream coal seam gas and water pipelines
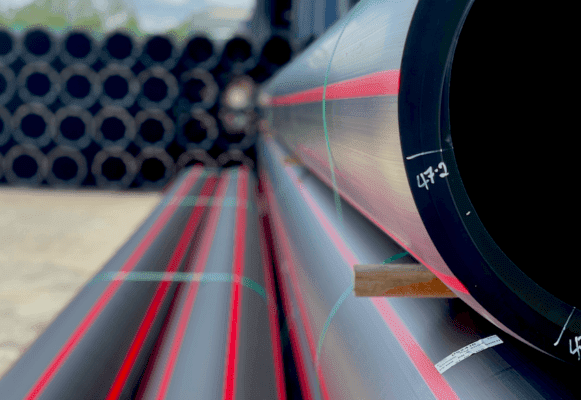
Polyethylene pipe has a coloured stripe extruded into the pipe wall as a permanent reminder of what it is inside. These are the main colour codes you are likely to come across when joining PE pipe with compression or electrofusion fittings:
BLUE = potable water
RED = fire mains
LILAC = recycled/grey water
YELLOW = gas
GREEN = rain water/raw water
CREAM = sewer
Polyethylene, or PE, pipe has been successfully used throughout the world for more than 50 years. The main benefits of PE pipes and fittings are corrosion resistance, high strength, toughness and flexibility, so it’s no wonder it is a popular choice worldwide.
Aside from the colour indicating what is being carried by the pipe, there is valuable detail printed on the pipe too.
What is PN?
PN is printed on the pipe. For blue stripe potable water pipe this is usually PN16. The acronym PN stands for Pressure Nominal. When a pipe has a rating of PN16, it is designed to handle 16 Bar internal pressure.
Poly pipe comes in a range of pressure ratings:
PN10 which has a maximum pressure rating of 1000kpa PN12.5 which is for a maximum of 1250kpa PN16 for a maximum of 1600kpa
What is OD?
The OD is also printed on the pipe. This is the Outside Diameter, or OD, of the pipe measured in ‘mm’.
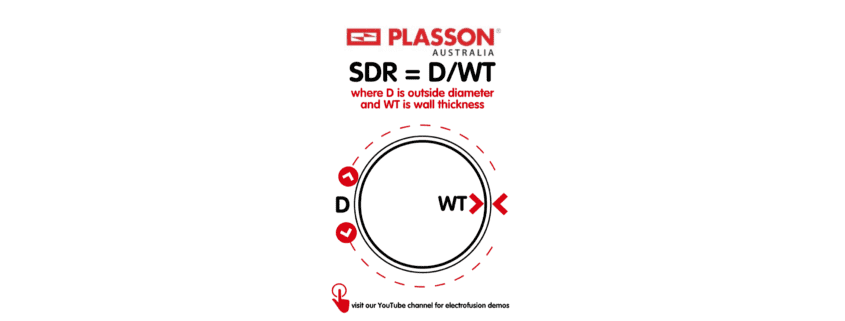
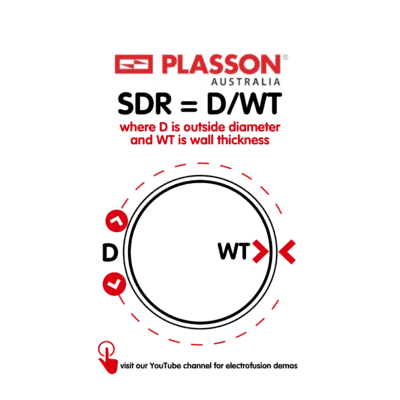
Then there is also the acronym SDR, which stands for Standard Dimension Ratio.
When the outside diameter of the pipe is divided by the wall thickness, it gives the SDR of the pipe.
These are important measurements to know and understand when installing pipes that will carry anything under pressure.
Why choose PE100 pipe?
PE100 is the third generation of pipe grade PE and is a high performance plastic engineered for to deliver.
It has an optimum balance of three key properties: Minimum Required Strength (MRS) – this provides long-term strength and creep resistance. Stress crack resistance (sometimes referred to as slow crack growth resistance). Rapid crack propagation resistance.
Pipe that carries potable water in Australia is made from PE100 which is a type of plastic resin that has been proven to have a minimum required strength (MSR) of 10 MPa at 50 years and 20 degrees celcius. The operational service life of PE pipelines is dependent upon a number of factors that include: raw material quality, processing conditions, installation, the aggressiveness of the fluid transported, operating pressure and temperature.